

以下是:HDPE双壁波纹管现货充裕的产品参数在阿里市格尔县采购HDPE双壁波纹管现货充裕请认准腾达塑胶制品有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-18231226809,QQ:3098278448,地址:暂岗镇工业园发货到西藏 阿里市 格尔县、普兰县、扎达县、日土县、革吉县、改则县、措勤县)。
为了让您更好地体验HDPE双壁波纹管现货充裕产品的卓越性能,我们特意制作了产品视频。视频内容丰富,展示了产品的每一个细节和特性。
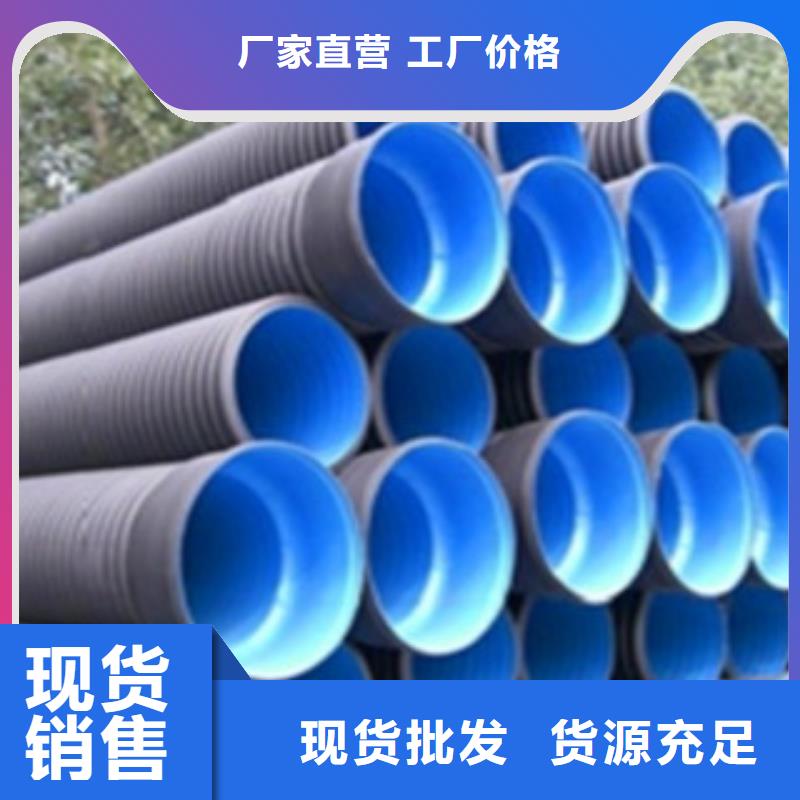
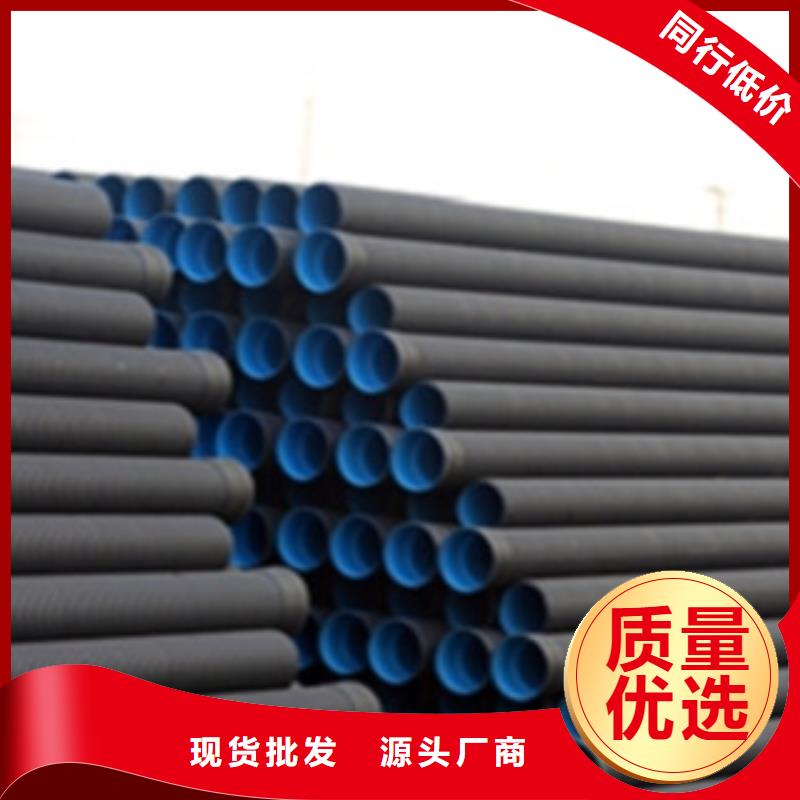
以下是:HDPE双壁波纹管现货充裕的图文介绍阿里格尔pe给水管阿里格尔pe给水管的详细介绍
优质原料专业团队
3.当形成连续的切削时,降压,打开夹具,关闭铣。此过程一定要按照先降压,在打开夹具,后关闭铣的顺序进行。4.取下铣,闭合夹具,检查PE管两端的间隙(间隙量不得大于0.3mm)。从机架上取下铣时,应避免铣与端面碰撞,如已发生需要重新铣削;铣削好的端面不要用手摸或被油污等污染。
四、对中1.检查PE管的同轴度(其大错边量为管壁厚的10%)。当两端面的间隙与错边量不能满足要求时,应对待焊件重新夹持,铣削,合格后方可进行下一步操作。五、加热1.检查加热板的温度是否适宜210℃~230℃,以两端面熔融长度为1~2mm为宜。
2.加热板的红指示灯应为亮或闪烁。从加热板上的红指示灯次亮起后,在等10min使用,以使整个加热板的温度均匀。3.测试系统的拖动压力P0并记录。每个焊口的拖动压力都需测定;当拖动压力过大时,可采用垫短管等方法解决。
4.将温度适宜的加热板置于机架上,闭合夹具,并设定系统压力P1。P1=P0+接缝压力5.待PE管(管件)间的凸起均匀,且高度达到要求时,将压力降至近似拖动压力,同时按下吸热计时按钮,开始记录吸热时间。P2=P0+吸热压力(吸热压力几乎为零)六、切换1.将加热板拿开,迅速让两热熔端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
2.达到吸热时间后,迅速打开机具,取下加热板。取加热板时,应避免与熔融的端面发生碰撞;若已发生,应在已溶化的端面彻底冷却后,重新开始整个熔接过程。七、热熔对接1.使焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以1~2mm为宜。
阿里格尔腾达塑胶制品有限公司是一家集生产、销售为一体的综合型企业,旗下生产销售 pe给水管系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 pe给水管产品。
腾达塑胶制品有限公司
今年在阿里市格尔县购买HDPE双壁波纹管现货充裕有了新选择,腾达塑胶制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的HDPE双壁波纹管现货充裕产品。如需购买或咨询,请随时联系我们,联系人:李经理-18231226809,QQ:3098278448,地址:暂岗镇工业园。














